|
|
Понимание анилокса, Часть 2 из 3: Линеатура анилокса.
Стабилизаторы вашей красочной пленки.
Автор: Кристофер Харпер (Christopher Harper),
Технолог-консультант, Harper Corporation
В предыдущей статье я вывел постулат о том, что «объем» анилоксового вала является его главной характеристикой, и что при общении в типографии объем анилокса необходимо всегда указывать первым! Согласно логике и здравому смыслу линиатура вала всегда должна указываться следом, например вот так: «Данная краска этого заказа должна печататься анилоксом 3.2 BCM’s/600 линий на дюйм (4,96 см3/м2, 235 лин/см) из нашего парка валов.”
Объем анилокса – это то, что создает пленку краски, которой вы печатаете – а линиатура это матрица ячеек, стабилизирующая сила для подержания целостности этой красочной пленки. Оба эти элемента одинаково необходимы для выполнения поставленной задачи. Они созданы, чтобы работать вместе.
Линиатура образована гравированным лазером узором ячеек (микроскопических карманов, передающих краску), и она является структурой, наилучшим образом удерживающей жидкий красочный слой, который в свою очередь создает цвет на оттиске при помощи как своей физической толщины, так и физической равномерности при переносе. Задача состоит в том, чтобы передать наиболее правильный красочный слой для имеющейся комбинации дизайна и запечатываемого материала. Он должен быть ровным, постоянным и нужной толщины для получения необходимого цвета на оттиске. Если слой слишком тонкий, вы не получите необходимой насыщенности. Если он слишком толстый – цвет будет слишком тёмный.
Если слой не полностью соответствует требованиям конкретной работы, вы получите красочный слой который превращается в то, что я обычно называю “лягушкой”[1]. Этих «лягушек» делают во многих типографиях – и они являются первой причиной дефектов печати! Фактически, я могу поспорить, что у вас в офисе имеются такие образцы – надеюсь, ваших конкурентов.
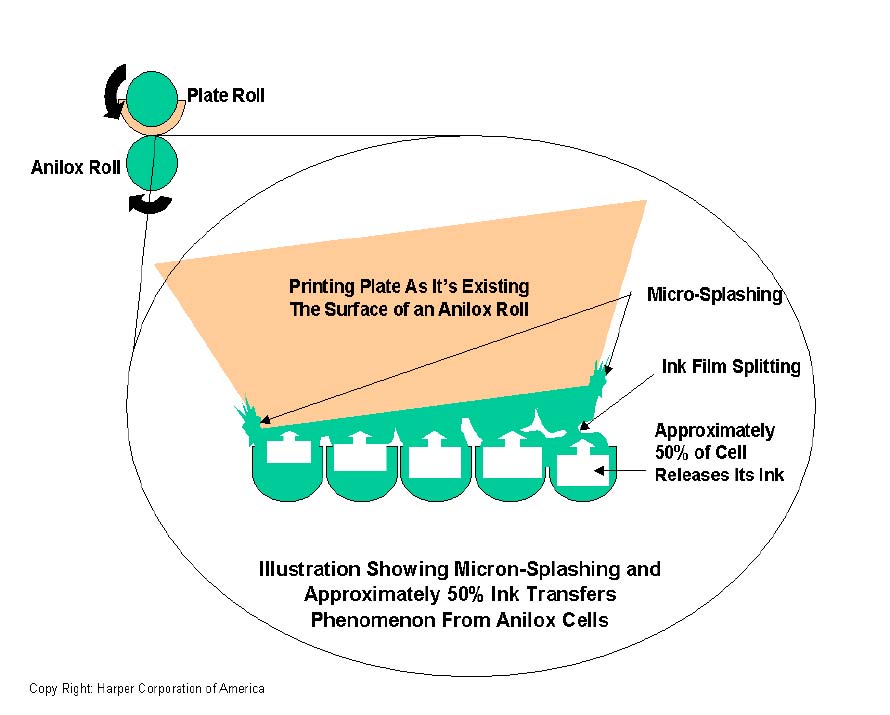
Большие печатные «лягушки» во флексо видны невооруженным глазом – обычно виде растискивания штрихов, сращивания точек и грязи по краям печати. Это вызвано или слишком толстым красочным слоем, передаваемым анилоксовым валом (слишком большой объем анилокса), или избыточным давлением формы на запечатываемый материал, и/или избыточным давлением анилокса на форму. В случае, когда оба давления избыточны, процесс, происходящий на микроскопическом уровне, можно назвать микроразбрызриванием. Края красочной пленки выплескиваются за пределы соответствующих печатных элементов. (См. рисунок А).
Рассматривая этот рисунок, можно легко догадаться, что если мы уменьшим размер ячейки или объем анилокса, то и вероятность такого разбрызгивания уменьшается.
Именно такие рассуждения и привели к разработке 800-х (315 линий на сантиметр) и более высоколинеатурных анилоксовых валов, нынешних рабочих лошадок триадной растровой печати. Когда в 90-х мы разрабатывали концепцию развития этих высоколинеатуных валов, мы исходили из результатов микроскопического анализа дефекта печати, известного как сращивание точек (dot bridging), когда одна точка соединяется с другой на оттиске. Единственным логичным решением было предотвратить накопление краски между точками.
Опыт ежедневной работы также показывал, что этот феномен не проявлялся с самого начала печати тиража, а только через 15-20 минут. Логично это можно объяснить так: несмотря на то, что мы не видим микроразбрызгивания на первых оттисках, оно всё равно происходит. Как только на краю точке накопится достаточное количество краски, она начинает передаваться на оттиск, причем случайным образом.
К решению этой проблемы привело два шага. Сначала мы должны были уменьшить переносимый объем краски, а затем оставшийся объем должен был быть стабилизирован таки образом, чтобы он передавался без разбрызгивания. Эти усилия привели нас к концептуальной модели, показанной на рисунке B.
 Эта работа подтвердила некоторые вещи, которые не были до этого понятны. Во-первых, увеличение линеатуры анилокса стабилизирует не только процесс переноса краски, но также и улучшает опору для печатных элементов при контакте формы с анилоксовым валом. Эта работа подтвердила некоторые вещи, которые не были до этого понятны. Во-первых, увеличение линеатуры анилокса стабилизирует не только процесс переноса краски, но также и улучшает опору для печатных элементов при контакте формы с анилоксовым валом.
Эта концепция положила логическое основание под известное соотношение линеатур анилокса и печатной формы как 4 к 1. Это соотношение появилось практически случайно, когда печатники обнаружили, что печать идет чище (меньше микроразбрызгивание), если при линеатуре форм 100 lpi использовать анилокс с линиатурой 400 lpi, - однако важно вспомнить, что в те времена точка в 5% обычно была минимальной на форме. Однако, не было известно, что в дополнение к стабилизации площади контакта или получения большего числа ячеек при контакте с каждой точкой как показано на рисунке «В», происходило также автоматическое уменьшение толщины красочного слоя – что естественным образом приводит к уменьшению микроразбрызгивания.
В сущности, многие сегодня могут поспорить, что только объем анилокса или толщина красочной пленки – единственный параметр, влияющий на это, например вал с линеатурой 500 lpi и объемом 2,0 BCM. В значительной степени они правы. Объем это основная движущая сила точности воспроизведения при печати; тем не менее стабилизация красочной пленки однозначно стала ключом к печати больших тиражей без проблем. Во-вторых, и это возможно наиболее важно, точность воспроизведения анилоксового вала при его изготовлении. И снова, опыт показал, что очень мелкая гравировка ячеек при производстве анилоксовых валов дает бОльшие отклонения объема ячеек как в пределах одного вала, так от между разными валами.
Исследуя соотношение линеатур анилокса и печатной формы
На сегодня наилучшим эмпирическим соотношением для растровых форм будет 5 или 6 к 1, в зависимости от того какую минимальную точку в светах вы закладываете на форме – 1% или 3%. Как показано на рисунке В точка в светах нуждается в хорошей опоре, для того что бы на нее хорошо наносилась краска. В случае печатной формы с линеатурой 150 lpi 2%-ная точка рискует не получить нормальную порцию краски, что логично приводит к появлению плохо пропечатанных точек на оттиске.
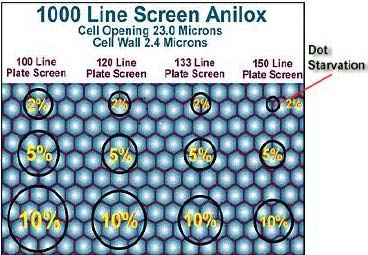
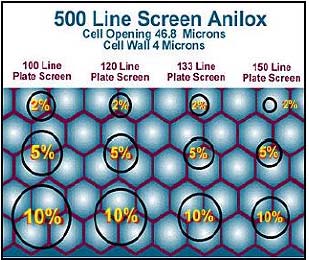 При сопоставлении минимальных точек печатных форм при различной их линеатуре с анилоксом линеатурой 500 lpi, которое показано на рисунке С, можно легко видеть его влияние и потенциальные проблемы, которые он может создать при печати. Как видно на рисунке, точки в высоких светах настолько малы, что они могут просто провалиться целиком в ячейку, создавая большие проблемы микроразбрызгивания. При сопоставлении минимальных точек печатных форм при различной их линеатуре с анилоксом линеатурой 500 lpi, которое показано на рисунке С, можно легко видеть его влияние и потенциальные проблемы, которые он может создать при печати. Как видно на рисунке, точки в высоких светах настолько малы, что они могут просто провалиться целиком в ячейку, создавая большие проблемы микроразбрызгивания.
Короче говоря, глядя на графическую модель сопоставления точек в высоких светах и ячеек анилокса, вы легко можете понять причину проблем, связанных с использованием несоответствующего работе анилоксового вала. Обратите внимание также, что тот же принцип напрямую относится к тонким линиям на штрих-кодах, виньеткам и полутонам.
Ваши краски и экономия
А что же краски? Чем насыщеннее – тем лучше! Сегодня, в отличие от середины девяностых, производители красок могут предложить отличные насыщенные краски, которые сохнут достаточно медленно. И если вы используете что немного менее насыщенное, предлагаемое из-за немного более низкой цены, вероятнее всего вы просто «проедаете» свою экономию, прихватывая еще немного в виде брака и простоев.
Парк анилоксов и стоимость брака.
Многие сегодня отказываются от покупки анилоксовых валов, наиболее подходящих к выполняемым работам, и тратят на самом деле в 10 раз больше за счет брака. Если вы считаете, что это преувеличение, мы предлагаем взвесить весь свой брак перед тем как выбросить его – или отправить на переработку. Затем просуммируйте цифры, полученные хотя бы за неделю или месяц, и умножите на стоимость материала за килограмм. Возьмите полученную цифру, и представьте себе на секунду, что вы могли бы уменьшить ее в два раза. Вы будете удивлены, что предоставление вашей команде печатников того, что необходимо для нормальной работы – простой и быстрый путь, который к тому же экономит большие деньги и приносит удовлетворение от работы.
В нашей следующей статье мы подробно рассмотрим процесс выхода краски из ячеек, а также то, насколько детальное понимание этого процесса бывает важно для нанесения различных специальных покрытий.
Christopher Harper,
Consulting Technologist,
Harper Corporation
[1]
В оригинале – без кавычек. Есть сильное подозрение, что автор имел в виду что-то другое, поскольку слово frog может иметь еще и другие значения, в том числе и
3) петля, крючок (для прикрепления палаша, кортика и т. п.
4) держатель для цветов (небольшое приспособление с дырочками, куда втыкаются цветы, вставленное в цветочную )
5) колодка ( смычка );
4) крестовина ( стрелки )
5) воздушная стрелка контактного провода – цитаты из словаря Lingvo…(прим. перев.)
Назад в список
| Домой
|